この製品は、
熟練工しか判断できなかった
加工現象を見える化する。
山本金属製作所の機械学習・AIによる技術が、
お客様の生産性を向上します
All manufacturing sites To the Intelligence Factory.
こんなお悩みありませんか?

工具の折損・摩耗が激しく
工具費用が大きな負担
不良率低減やトレーサビリティを解決!
クーラントを流した状態でも刃先の温度情報をキャッチできるようになります。

現状の切削条件では加工時間が
長い・精度が満たせない
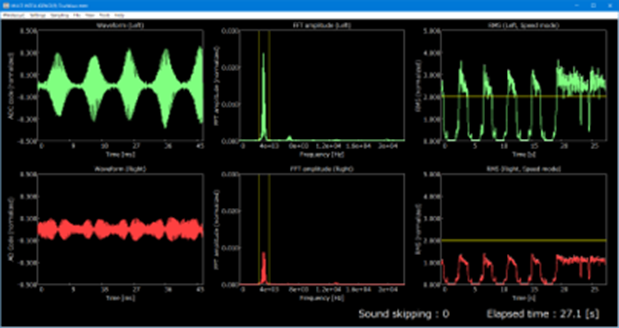
計測データはパソコンに転送、
リアルタイムにその場で解析・記録が行える。

新素材に対して適切な
工具・加工条件がわからない
データと加工品質の紐づけを実現する。

経験や勘に依存しており
積み重ねのデータがない
ビッグデータを活用し、国境を越えリアルタイムでの情報共有が可能。

MULTI INTELLIGENCEって何?
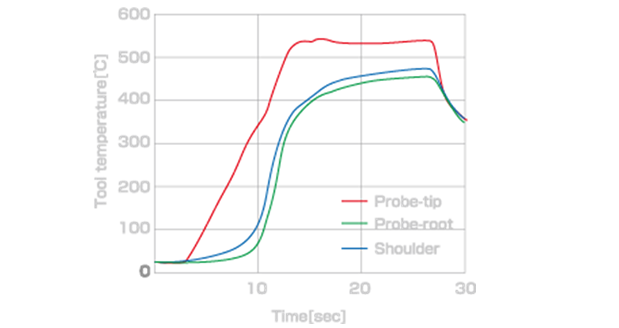
切削加工時の工具内の温度・振動を
リアルタイムにモニタリングする
切削工具・ツールピンの先端付近にセンサ(熱電対など)を内蔵しているため工具刃先・ピン先端の温度・振動を測定する事が可能です。切削加工・接合のIot化・最適加工条件選定をサポート致します。工具そのものを”知能化”し加工・接合現象の”見える化”を実現します!!
-
FEATURE
01 -
FEATURE
02 -
FEATURE
03


MULTI
INTELLIGENCEが
選ばれる理由
熟練工しか
判断できなかった現象を数値化
数値化・見える化が出来るから
 長年の経験で培われた
長年の経験で培われた
匠の熟練の技術を一律化
- BEFORE加工品質、工程において経験に応じた
属人的になり品質がまちまち - AFTER良好な加工・接合が行われているかの判断が
経験の浅い技術工でもわかるようになった
最適加工条件の選定
切削中工具の破損検知、最適な接合条件選定がわかる
- BEFORE精度が安定しない!
- AFTER品質のばらつきを減らし無駄を抑制
コストダウン・人材有効活用に寄与!
- BEFORE熟練工しかわからない感覚だから、
経験を積むしかない - AFTER工具の摩耗や、切削状態が見える化することで
経験に頼らない作業を実現!
教育コストが低減し、技術が一律化する
 教育への活用
教育への活用

MULTI INTELIGENCE を導入した結果
成果01
油剤の冷却性を
見極められた。
成果02
蓄積したデータから
加工のムダを発見できた。
成果03
工具破損を事前に検知することで加工におけるロスが低減できた。
成果04
最適な切削・接合条件を導出したことで量産ラインでの生産性を向上できた。
成果05
加工プロセスのデータを品質保証に活用する事で検査工程を削減。
成果06
加工プロセスのデータを
トレサビリティーとして活用
なぜ
MULTI INTELLIGENCE
で実現できるのか
POINT1
ワイヤレス測定システムにより
リアルタイムで測定機器の
常時監視が可能

POINT2
お客さまのニーズに合った加工タイプごとに、
それぞれの計測パターンを実施できます
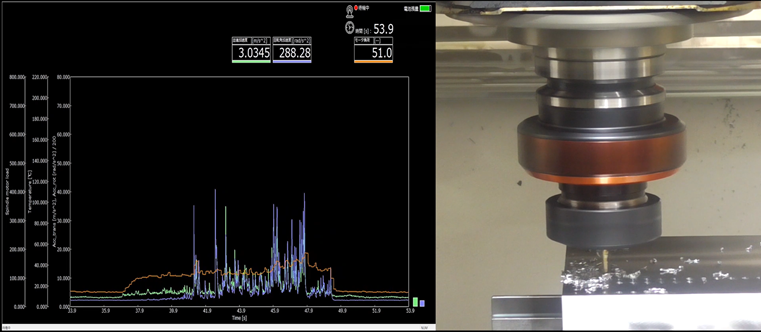
タップ加工時の折損検知
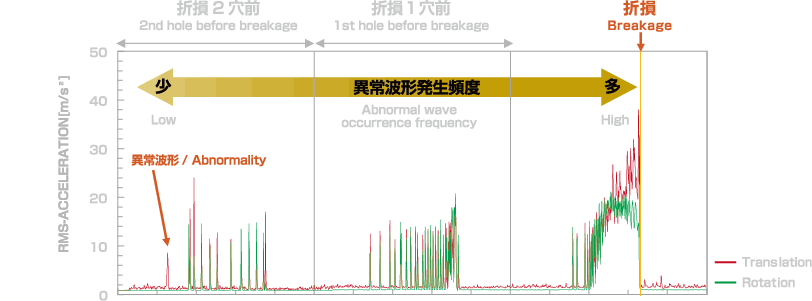
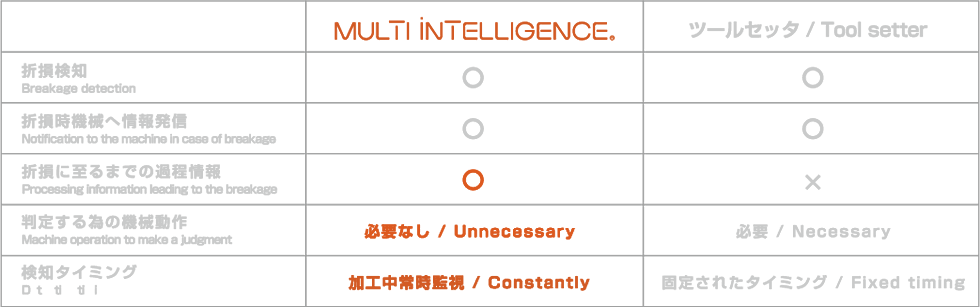
POINT3
他社製品との折損検知の比較
このように、これまで熟練工しか判断できなかった現象を数値化することにより教育への活用、長年の経験で培われた匠の技術を数値によって見える化し熟練の技術を一律化することができるようになりました。
お取引先の声
CUSTOMER VOICE
工具を限界まで使用することが可能となり年間15%程度のコストの削減
弊社では工具の破損,摩耗が激しく工具費用が大きな負担となる量産部品がありました。 その部品は100個近く加工をしても工具交換の必要がないときもあれば、50個程度で完全に破損してしまうケースもありました。 寿命のバラつきは大きくありましたが、工具破損による不良品を発生させないために40個加工での個数管理を行っていました。
加工条件の変更や工程の見直し、数々の工具を試してみましたが、なかなか原因がつかめませんでした。 そんな中、ある展示会でMULTI INTELLIGENCEⓇの噂を耳にして導入を決めました。
MULTI INTELLIGENCEⓇを導入した結果、 ある一定の摩耗量に達すると、温度も一定の量に到達することが判明しました。 これにより、工具の摩耗レベルを温度によって管理することが可能となりました。 それ以降はある温度に到達すれば工具交換を実施することで、寿命のバラつきがあっても工具を限界まで使用することが可能となり年間15%程度のコストの削減につながりました。

開発油剤の効果を熱という重要なパラメータで評価することが可能になり、実際の切削加工と同じ評価になるため、開発油剤の信頼性向上、販売促進にも貢献。
新油剤の評価として有効な手段を探していたところ(株)山本金属製作所様のMULTI INTELLIGENCEⓇに辿り着きました。
開発した油剤が加工中に発生する熱に対してどの程度の抑制効果があるかを検証することは開発スピードを上げるために非常に重要です。
従来は加工中の温度の計測はおろか、実際の切削加工においての評価方法も各メーカーによって異なり、切削加工にとって有効な評価方法の確立ができていませんでした。
MULTI INTELLIGENCEⓇを導入することで、開発油剤の効果を熱という重要なパラメータで評価することが可能になりました。
また、実際の切削加工と同じ評価になるため、開発油剤の信頼性向上、販売促進にも貢献しています。

開発ストーリー
STORY
金属加工の製造現場にイノベーションを起こすために。
"機械加工にイノベーション"をキャッチコピーに、山本金属は常に機械加工への新しい挑戦をしてきました。
その中で生まれたのが切削時の“加工現象を見える化”するという試み。
切削加工は、工作機械、工具、被削材等、多くの入力パラメータが存在し、どれか1つでも変更になると、切削時の現象が変化し、出力結果に影響します。しかし、そのノウハウは暗黙知となっており、熟練技能者による経験と勘に頼ることがほとんどです。そこで弊社では、切削時に発生する代表的な物理現象である、【力・熱・振動】を見える化し、暗黙知を形式知化しようと考えました。形式知化ができれば、定量的な分析が可能となり、加工現象の理解が進み、若手技術者にも熟練技能者と同等の判断基準を持って教育することが可能になります。
見える化にあたり、まずは“熱”に着目。
切削中に発生した熱は、工具摩耗や加工品質にも影響する重要な現象です。これまでの熱の計測方法としては、熱電対を被削材に直接差し込む方法や、赤外線サーモグラフィによる赤外線画像から温度を読み取る方法を採用していましたが、“クーラント環境下では測定困難”、“切削点に近い情報が取れない”等の課題がありました。加えて、生産現場にそれらの方法を適用することは難しく、熱の評価は実験レベルにとどまっていました。
そこで、私たちは実際の生産現場の環境でもリアルタイムに“熱”をモニタリングできる装置の開発が急務と考えました。とにかく思いつくまま、工具ホルダに無線機器、電子回路を内蔵させ、切削中の熱は工具内部に熱電対を挿入して、実験・改良を進めていきました。
これがMULTI INTELLIGENCEⓇの原型となるものでした。


機械加工になくてはならない存在へ。
MULTI INTELLIGENCEⓇは開発から現在までに10度以上の進化を遂げ、各センサ類やバッテリー、測定精度、工作機械との連携も進化の一途を辿っています。
IT化、DX化が進む機械加工の世界。
山本金属はMULTI INTELLIGENCEⓇによる見える化で、新しい機械加工のありかたを提供します。
機械加工になくてはならない存在へ。
すべては現場に寄り添い、未来を切り開くために。
経済産業省・ものづくり
日本大賞 優秀賞を受賞



経済産業省より弊社の「MULTI INTELLIGENCE®」の開発者7名が、第8回ものづくり日本大賞 優秀賞を受賞しました。「ものづくり日本大賞」とは、製造・生産現場の中核を担っている中堅人材や伝統的・文化的な「技」を支えてきた熟練人材、今後を担う若年人材など、ものづくりの第一線で活躍する各世代のうち、特に優秀と認められる方々を顕彰する制度です。今回新たに設立された「Connected Industries -優れた連携」部門において、八尾市役所様のご推薦を頂き、この様な名誉ある賞を頂くことができました。ご推薦と多大なるご協力を賜りました八尾市役所の皆様、誠にありがとうございました。
この受賞を励みに、今後、弊社が開発したMULTI INTELLIGENCE®を使用して、新たな機械加工とプロセスデータを活用した新たなサービスモデルを提供し、日本のものづくり基盤技術を支えていきたいと考えております。
基本仕様
ツールホルダ
- シャンク規格
- BT30,BT40,BT50,HSK63A,HSK100A
※基本仕様以外での対応も可能(応相談) - チャックタイプ
- ER25規格テーパーコレット
※基本仕様以外での対応も可能(応相談) - 最大工具挿入深さ
- 39mm
- 最高回転数
- BT30,BT40,HSK63A:20,000rpm
BT50,HSK100A:10,000rpm - 回転バランス
- 1.2g・mm以下
- その他
- 充電式,クーラント外部・内部給油可(7Mpa)
センサ部
- シャンク規格
- BT30,BT40,BT50,HSK63A,HSK100A
※基本仕様以外での対応も可能(応相談) - チャックタイプ
- ER25規格テーパーコレット
※基本仕様以外での対応も可能(応相談) - 最大工具挿入深さ
- 39mm
- 最高回転数
- BT30,BT40,HSK63A:20,000rpm
BT50,HSK100A:10,000rpm - 回転バランス
- 1.2g・mm以下
- その他
- 充電式,クーラント外部・内部給油可(7Mpa)
製品ラインナップ
熱・振動同時計測type
切削加工時の工具の温度・振動をリアルタイムにモニタリングする事が可能な機器です。クーラントを掛けながらの温度計測も可能(インナースルー可)・振動を計測については工具を把持するだけで可能です。

i-flash 切削振動測定 type
加速度データの高速サンプリングにより、周波数解析が可能です。(サンプリングレート44.1kHz)
高速データ収集で真の波形を読み取り最適加工条件の選定をサポート。
※被削性評価試験サービス・レンタルサービスのみ対応

FSW version
摩擦攪拌接合(FSW)における接合中のツールの温度をリアルタイムにモニタリングする事が可能な機器です。